Пожарная безопасность процессов механической обработки древесины
Для проведения процессов механической обработки древесины (пиления, строгания, фрезерования, точения, долбления, шлифовки) применяются деревообрабатывающие станки, которые в зависимости от назначения делятся на следующие группы: для раскроя древесных материалов; черновой и чистовой обработки заготовок.
Раскрой - это распиловка пиловочного сырья (кряжей, бревен), пиломатериалов (брусьев, досок) в продольном или поперечном направлении, а также удаление пороков древесины. Для раскроя используют лесопильные рамы, ленточнопильные и круглопильные станки. Лесопильные рамы применяют в основном для распиловки пиловочного сырья. В качестве режущего инструмента в лесопильных рамах используют рамные пилы.
В круглопильных станках режущий инструмент - круглые пилы, количество которых определяет тип станка: однопильный, двухпильный или многопильный.
На ленточнопильных станках (рисунок 1.6, а) режущий инструмент -ленточная пила 2 (пильная лента), которая надевается на шкивы 1, 5 и натягивается с помощью грузового рычажного механизма 6. Распиливаемое бревно укрепляется на тележке 4, имеющей передвижные стойки с захватами 3.
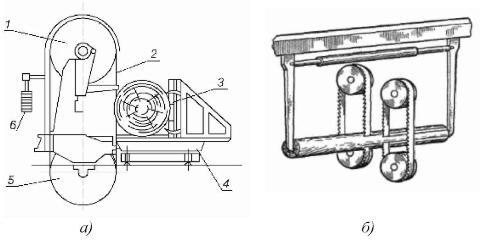
Рисунок 1.6 - Ленточнопильный станок:
а - схема устройства; б - общий вид.
Ленточнопильные станки применяют и для продольной распиловки пиломатериалов на более тонкие сортаменты, а также для криволинейного раскроя. Принцип их действия такой же, как при раскрое - пиловочного сырья.
В результате раскроя пиломатериалов получают черновые заготовки, которые подвергаются дальнейшей механической обработке, заключающейся в создании базовых поверхностей, обработке остальных поверхностей и кромок, торцовке заготовок на точный размер по длине. Эти операции осуществляют на круглопильных торцовочных и продольно-фрезерных станках. В круглопильных торцовочных станках (рисунок 1.7) пильный диск 1, защищенный металлическим кожухом 2, укрепляется на суппорте 3, который совершает возвратно-поступательные движения подачи и отвода пилы.
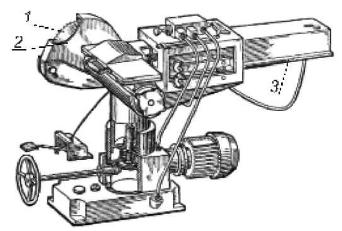
Рисунок 1.7 - Круглопильный торцовочный станок.
В зависимости от назначения продольно-фрезерные станки бывают фуговальные, рейсмусовые и четырехсторонние. Режущий инструмент на фрезерных станках - ножевой вал (ножевая головка), в котором укреплены плоские ножи. Общий вид фуговального станка и схема действия приведены на рисунке 1.8, (а, б). Станок имеет ножевой вал 1, расположенный между двумя плоскими столами: задним 2, находящимся на уровне режущих кромок ножей, и передним 3, уровень которого ниже на толщину снимаемого слоя. Вдоль столов с правой стороны установлена направляющая линейка 4, которая служит опорой для базирующей поверхности.
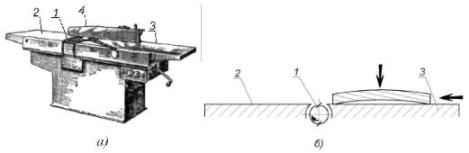
Рисунок 1.8 - Фуговальный станок:
а - общий вид; б - схема устройства и работы.
Рейсмусовые станки (рисунок 1.9) имеют ножевой вал 2, расположенный над столом 5, по которому проходит заготовка. Своей базирующейся плоскостью, обработанной на фуговальном станке, она прижимается к столу и подающими валиками 1 и 3 проталкивается под ножевым валом. Холостые валики 4 служат для уменьшения сил трения между столом и заготовкой. Заданный размер заготовки устанавливается подъемом или опусканием стола.
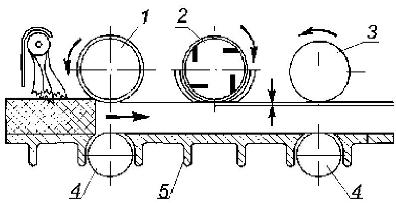
Рисунок 1.9 - Рейсмусовый станок.
Четырехсторонние продольно-фрезерные станки (рисунок 1.10) имеют четыре ножевых вала: нижний горизонтальный 5, расположенный первым по ходу подачи, формирует нижнюю базовую полость; два вертикальных 2 обрабатывают кромки и верхний 1 придает заготовке заданную толщину. Заготовка подается на обработку валиками 4; для устранения ее вибрации установлены прижимные ролики 3.
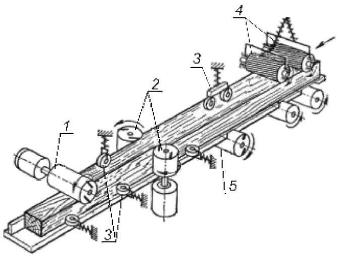
Рисунок 1.10 - Четырехсторонний продольно-фрезерный станок.
Полученные из древесины чистовые заготовки подвергаются следующим операциям: нарезанию шипов и проушин, выборке гнезд и отверстий, профилированию (фрезерованию), зачистке поверхности (циклеванию и шлифованию). Шипы и проушины на концах деталей формируются на шипорезных станках. Принцип действия таких станков и схема образования шипов показаны на рисунке 1.11 (а, б). Первыми по ходу подачи располагаются пильные головки 1, предназначенные для торцовки на определенный размер, затем - прорезные головки 2 для образования проушины и, наконец, шипорезные головки 3, образующие боковые грани шипа и его заплечиков.
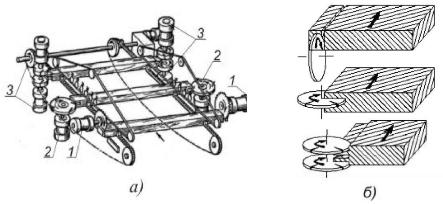
Рисунок 1.11 - Шипорезный станок:
а - общий вид шипорезного станка; б - схема образования шипов.
Высверливание сквозных и несквозных отверстий, образование пазов производится на сверлильных, сверлильно-пазовальных и цепнодолбежных станках, в которых режущими инструментами являются сверла, торцовые фрезы или фрезерные цепочки. Общий вид сверлильного одношпиндельного станка, на котором высверливают круглые отверстия, показан на рисунке 1.12. Деталь устанавливают на столе 1, а сверло закрепляют в шпиндельной головке 2.
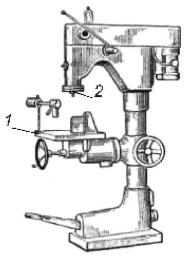
Рисунок 1.12 - Общий вид сверлильного одношпиндельного станка.
Обработка прямых и криволинейных поверхностей с выборкой пазов, гребней, фальцев и т.п., т.е. создание определенных профилей, осуществляется на фрезерных станках, в которых в качестве режущих инструментов применяются фрезы. На рисунке 1.13 (а, б) показаны схемы фрезерования криволинейных (а) и прямолинейных (б) поверхностей. Криволинейные поверхности образуются с помощью шаблона, называемого цулагой, кромка которого соответствует форме будущей детали. Шаблон-цулага 1 с зажатой заготовкой 2 надвигается на вращающуюся фрезу 3, которая обрабатывает заготовку по контуру шаблона. Плоские поверхности получаются путем точной установки заготовки по направляющим линейкам: передней 4 и задней 5, соединенных скобой 6, огибающей режущий инструмент.
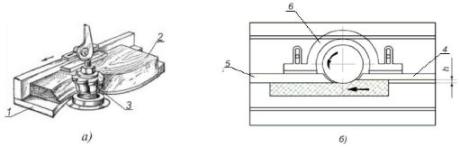
Рисунок 1.13 - Схемы фрезерования:
а - схема фрезерования криволинейных поверхностей; б - схема фрезерования прямолинейных поверхностей.
Окончательная механическая обработка древесины - это шлифование поверхности шлифовальной лентой, имеющей бумажную или тканевую основу, на которую наклеены абразивные зерна. В зависимости от способа закрепления ленты различают цилиндровые, дисковые и ленточно-шлифовальные станки. У цилиндровых станков лента закрепляется на образующей поверхности цилиндра, у дисковых - на торцовой поверхности плоского диска, у ленточных она натягивается на два или три шкива в виде бесконечного полотнища. На рисунке 1.14 (а, б) показаны общий вид и схема устройства ленточно-шлифовального станка. Шлифование деталей осуществляется двумя узкими лентами, движущимися в разные стороны на барабанах 2, вращающихся от индивидуальных электродвигателей 3.
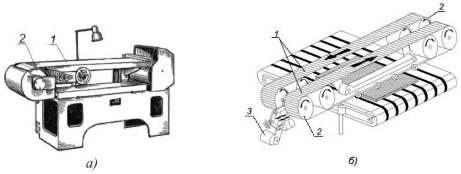
Рисунок 1.14 - Шлифовальный станок:
а - общий вид ленточно-шлифовального станка; б - схема устройства.
Горючую среду в цехах механической обработки древесины составляют древесина, отходы древесины, масла и смазки в деревообрабатывающих станках. При механической обработке древесины выделяется значительное количество пыли и мелкой стружки, которые более пожароопасны, чем компактная древесина. Древесная пыль, образующаяся при работе шлифовальных станков, способна образовать взрывопожароопасные смеси с воздухом.
Основными источниками зажигания в процессах механической обработки древесины являются:
- теплота трения при перегревах подшипников вентиляторов, транспортеров, электродвигателей станков при нарушении режима их смазки, перекосах валов и пил, загрязнении поверхности пылью или отходами древесины, нагрев и воспламенение приводных ремней при проскальзывании. Теплота трения может явиться источником зажигания также при распиловке твердых пород древесины, наличии в ней сучьев, перегрузке и перекосах пил;
- искры удара, которые образуются в случае нарушения взаимного положения подвижных и неподвижных деталей механизмов, а также при наличии в древесине металлических включений: гвоздей, кусочков металла и др.;
- искры и электрические дуги при механическом повреждении изоляции электрических кабелей, подключенных к электродвигателям станков;
- тепловое проявление неисправного электрооборудования, осветительных и силовых сетей (короткие замыкания, перегрузки, большие переходные сопротивления), перегрузка электродвигателей станков;
- искровые разряды статического электричества при работе пневмотранспорта;
- удары молнии и ее вторичные проявления;
- теплота самовозгорания древесных отходов, пропитанных маслом (при их скоплении под станками или длительном хранении), а также промасленных обтирочных материалов;
- применение открытого огня (курение, огневые ремонтные работы). Распространению пожара в цехах механической обработки древесины способствуют: горючие конструкции зданий; древесина и отходы ее обработки; воздуховоды систем вентиляции; системы удаления отходов производства, конвейерные линии и технологические проемы.



Полезная информация: